How to Fix the Insufficient Filament Extrusion Issue on the M5C Printer’s Print Model
Features and description
The surface or internal structure of the model is not continuous and lacks material, making the model appear honeycomb-like, as shown in the figures below.




Reasons and judgments, solutions
A. Filament Winding Causing Under-Extrusion

Diagnosis: Check whether the filament is knotted or bent too much.
Solution: Sort out the knotted filament, straighten the bent sections, and reduce resistance when the filament is pulled in.
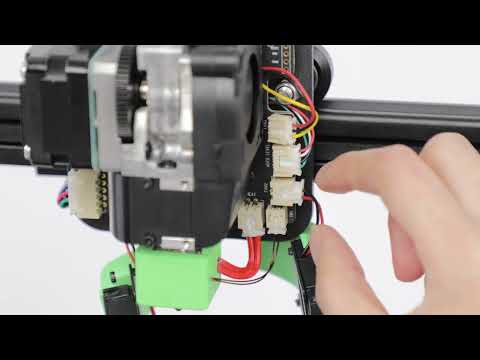
B. Nozzle Assembly Extrusion Spring is Too Tight (or Too Loose)
- Diagnosis: Check whether pressing the extrusion clip on the right side of the figure is stiff to avoid wear and tear of consumables caused by too tight extrusion gears.
- Solution: Use an H2.5 hexagonal wrench to adjust the tightness of the left extrusion spring, as shown in the figure below.


- Insufficient Printing Temperature
- Diagnosis: Check whether the printing temperature is appropriate. Increase the temperature when printing larger models. For example, for PLA with a 0.4mm nozzle, print at 205°C for regular-sized models and at 220°C for large models (length or width more than 150mm).
- Solution: Check and appropriately raise the printing temperature through Filament Settings > Temperature in Studio.

- The Hot End Cavity Affects the Extrusion of Filament
- A. Nozzle Has Foreign Objects
- Diagnosis: When manually extruding, check if the discharge is not smooth, the filament is not uniform, and cannot be extruded vertically.
- Solution: Heat the nozzle to above 180°C, insert a needle into the hole to stir, and then manually extrude until the extrusion is smooth. Refer to the following resources for detailed instructions:
- Article: How to Replace the Nozzle
- Video: How to Replace the Nozzle
- B. Nozzle Wear
- Diagnosis: The printing model shows both material shortage and stringing, which may be due to nozzle wear. Check whether the nozzle outlet is worn or deformed.

Solution: Refer to the link for the nozzle replacement guide
- Flow Parameter Setting Problem (No Need to Consider When Using Simple Mode)
- Diagnosis: Check whether the flow parameter in Studio is set to 1 (100%) through Extrusion Multiplier in Filament Settings > Filament.
- Solution: If the problem of insufficient discharge cannot be solved by other methods, gradually increase the flow rate to 1.05 (105%), 1.1 (110%), 1.15 (115%) to test the printing effect. Generally, it is not recommended to exceed 115%.

Nozzle Diameter and Slice Setting Parameters Do Not Match
- Diagnosis: Check whether the nozzle size selected on the equipment is consistent with the parameters.
- Solution: Use the correct nozzle and corresponding nozzle parameters.
If none of the above methods solve the problem, please contact us directly at us and provide logs (via the app: Me > About > Upload Log, or via the device: Setting > Upload Log), G-code, STL model, and photos of the issue for analysis.
96 undefined

M5C X Axis Belt Adjuster.gcode
Ankermake Studio Guide(V1.5.21)
M5C Y axis belt adjuster.gcode
V8110 AnkerMake M5C EU Declaration of Conformity
V8110_UK Declaration of Conformity
M5C Y Axis Belt Adjuster.gcode
View More

How to Replace the Air Guide of the Print Model Fan

How to Replace the Print Model Fan

Auto Leveling

V Wheel Adjustment

How to Transfer Files and Start Printing

Loading Filament
View More