How to Diagnose/Fix Insufficient Filament Extrusion
Features and Description
The surface or internal structure of the model appears incomplete, with noticeable gaps, resulting in a honeycomb-like pattern, as shown in the images below:




Reasons and Checks, Solutions
A. External Resistance Leads to Filament Jamming

- Check: Verify if the filament is knotted or excessively bent.
- Solution: Sort out the knotted filament, straighten any bent sections, and reduce the resistance when pulling the filament in.
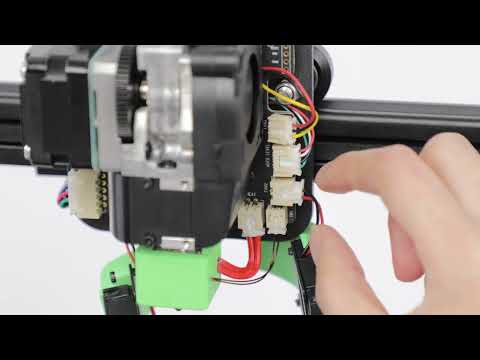
B. Nozzle Assembly Extrusion Spring Too Tight (or Too Loose)
- Check: Determine if pressing the extrusion clip on the right side is difficult, which can cause wear and tear of the filament due to overly tight extrusion gears.
- Solution: Use the H2.5 hexagonal wrench to adjust the tightness of the extrusion spring as shown below.


Insufficient Printing Temperature
- Check: Verify if the printing temperature is appropriate; increase the temperature when printing larger models. For instance, for PLA + 0.4mm nozzle, print regular-sized models at 205°C and larger models (length or width over 150mm) at 220°C.
- Solution: Adjust the printing temperature as needed in Studio via Filament Settings > Temperature.

Hot End Cavity Affects Filament Extrusion
- Nozzle Has Foreign Objects
- Check: When the nozzle is extruded alone, if the discharge is not smooth, the filament is not uniform, and cannot be extruded vertically, there may be foreign objects in the nozzle.
- Solution: Heat the nozzle to 180°C, insert a needle into the nozzle to clear blockage, and then manually extrude until the extrusion is smooth
- Video: How to Clear the nozzle
- Nozzle Wear
- Check: If the printing model shows both material shortage and stringing, it may be due to nozzle wear. Check whether the nozzle outlet is worn or deformed.
- Solution: See below for the nozzle replacement guide.
- Article: How to Replace the Nozzle

E. Flow Parameter Setting Issues (Simple Mode Not Considered)
- Check: Verify whether the flow parameter in Studio is set to 1 (100%) through Extrusion Multiplier in Filament Setting > Filament.
- Solution: If the problem of insufficient discharge cannot be solved by other methods, gradually increase the flow rate to 1.05 (105%), 1.1 (110%), or 1.15 (115%) to test the printing effect. It is generally not recommended to exceed 115%.
F. Nozzle Diameter and Slice Setting Parameters Do Not Match
- Check: Ensure that the nozzle size selected on the equipment matches the parameters.
- Solution: Use the correct nozzle and matching nozzle parameters.

If none of the above methods solve the problem, please contact us directly through us and provide logs (Me > About > Upload Log on the APP side, Upload Log on the device side), Gcode, STL model, and photos of the issue for analysis.please get in touch with us
119 undefined

M5C X Axis Belt Adjuster.gcode
Ankermake Studio Guide(V1.5.21)
M5C Y axis belt adjuster.gcode
V8110 AnkerMake M5C EU Declaration of Conformity
V8110_UK Declaration of Conformity
M5C Y Axis Belt Adjuster.gcode
View More

How to Replace the Air Guide of the Print Model Fan

How to Replace the Print Model Fan

Auto Leveling

V Wheel Adjustment

How to Transfer Files and Start Printing

Loading Filament
View More